Гидромеханическая технология очистки теплообменных и трубопроводных систем
Применяется для очистки любых металлических трубок от твердых отложений любого состава и толщины, включая сплошные и пробковые. Технология заключается в гидромеханическом разрушении твердых (как правило, карбонатных) отложений на внутренней поверхности трубок теплообменников, путем непрерывного послойного скалывания вращающейся
роликовой насадкой или
конической зубчатой коронкой, с последующим удалением отложений потоком движущейся воды. При производстве работ используется оригинальный инструмент и устройства очистки (патенты № 2125494 от 30.12.1997 г., № 2153941 от 02.11.1999 г.).
Особенностью инструмента является его способность самозавинчиваться в отложения трубы при их удалении. Так, коронка зубчатая, состоит из четырех основных элементов:
- приводной части, осуществляющей крепление инструмента к гибкому валу и подвод воды к зубьям;
- резьбо-зубчатого корпуса с зубьями, осуществляющего плавное ввинчивание в отложения и их разрушение, благодаря специальной геометрической форме и «шахматному» расположению зубьев;
- центрирующего участка, расположенного сразу за большим диаметром корпуса и предохраняющим трубку от повреждений;
- наконечника, находящегося на вершине конуса впереди и представляющего из себя твердосплавное двухперовое сверло или трехгранный бур.
Другой вид инструмента, предназначенный для труб большего диаметра —
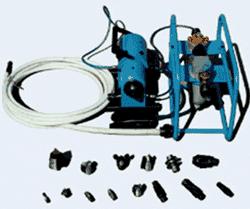
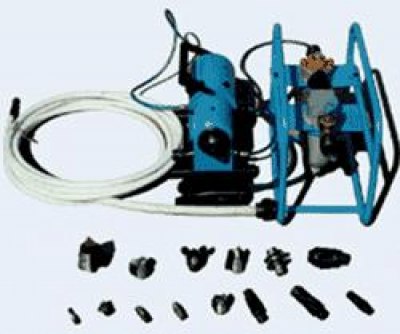
роликовой насадкой. Коническая часть здесь реализуется двумя (или большим количеством) роликами специальной формы. При вращении инструмента они самозавинчиваются в отложения и разрушают их. Для привода инструмента используется установка «Крот», различные модификации которой имеют частоту вращения выходного вала 700, 1000, 2000, 4000 об/мин при давлении воздуха, подаваемого в пневмодвигатель равно 0,63 МПа.
Выходной вал приводит во вращение инструмент посредством гибкого вала с кожухом, через который к инструменту также подается вода. Управление установкой пневматическое, посредством ножной педали. В настоящий момент используются установки со ступенчатой коробкой скоростей, позволяющей изменять частоту вращения выходного вала простым переключением рукоятки, что позволяет эффективно реагировать при изменении степени загрязнения трубок в теплообменнике. Данное техническое решение позволяет практически без увеличения веса установки повысить производительность и качество очистки.
Гидромеханическая технология очистки признана ОПТИМАЛЬНОЙ и рекомендована к применению «Методическими указаниями по безреагентным способам очистки теплообменного оборудования от отложений» РД 153–34.1–37.410–00, Москва 2000 (п. 4, стр. 21), разработанными Всероссийским Теплотехническим Научно-исследовательским институтом (ВТИ) по заказу РАО «ЕЭС России».
Очистка полностью забитых труб

Если приходится очищать трубки полностью перекрытые отложениями, выполняются следующие действия. К гибкому валу 1 крепится специальная переходная державка 2 с ручками 3, на выходной конец которой через муфту навинчивается составная штанга 4, а к ней крепится зубчатая коронка 5 с твердосплавным наконечником. После того, как в непроходной трубке проделывается отверстие, на гибкий вал навинчивается зубчатая коронка 6 соответствующего размера, вследствие прохода которой остается неочищенный слой отложений толщиной 1…2 мм на сторону. Чистовая очистка трубки осуществляется роликовой насадкой 7. При толщине отложений 5…7 мм на сторону очистка осуществляется в два прохода: зубчатой коронкой и роликовой насадкой.
Очистка прямых труб

На схеме представлена схема очистки вертикальных трубок выпарных аппаратов с использованием роликовых насадок. Трубки 1 с отложениями 2 максимальной толщиной 2…2,5 мм на сторону очищаются следующим образом. Воздух под давлением 0.63 МПа из пневмосети через блок подготовки воздуха (на рисунке не показан) и вода под давлением 0,2…0,4 МПа из водяной сети подаются на вход установки 3. При нажатии на педаль управления 4 под действием давления воздуха открываются воздушный и водяной клапаны. При этом начинает вращаться пневмодвигатель, и через редуктор и гибкий вал вращение передается роликовой насадке 5.Вода внутри гибкого вала 6 подается в зону очистки.
Оператор стоит на трубной доске (если позволяют размеры), держится руками за рубашку гибкого вала и плавно вводит очистной инструмент в трубку 1. При этом конусные роликовые головки ввинчиваются в отложения и скалывают их, а вода удаляет отложения из зоны очистки. Из-за того, что «чистого» самоввинчивания не происходит, оператор прилагает небольшое осевое усилие, передаваемое через рубашку гибкого вала. Очистив трубку, оператор вынимает гибкий вал с роликовой насадкой и повторяет операцию с другой трубкой.
Чистка труб котлов

Для очистки трубок котлов типа ДКВР используются сферические зубчатые коронки 1, и очистка ведется внутри барабана котла. К зубчатым коронкам 1 крепится специальная переходная державка 2 с ручками 3, на выходной конец которой через муфту навинчивается составная штанга 4, а к ней крепится зубчатая коронка 5 с твердосплавным наконечником. После того, как в непроходной трубке проделывается отверстие, на гибкий вал навинчивается зубчатая коронка 6 соответствующего размера, вследствие прохода которой остается неочищенный слой отложений толщиной 1…2 мм на сторону. Чистовая очистка трубки осуществляется роликовой насадкой 7. При толщине отложений 5…7 мм на сторону очистка осуществляется в два прохода: зубчатой коронкой и роликовой насадкой.